


Glud SMT, a elwir hefyd yn glud SMT, glud coch SMT, fel arfer yn bast coch (hefyd melyn neu wyn) wedi'i ddosbarthu'n gyfartal gyda chaledwr, pigment, toddydd a gludyddion eraill, a ddefnyddir yn bennaf i osod cydrannau ar y bwrdd argraffu, a ddosberthir yn gyffredinol trwy ddulliau dosbarthu neu argraffu sgrin dur. Ar ôl gosod y cydrannau, rhowch nhw yn y popty neu'r ffwrnais ail-lifo i'w gwresogi a'u caledu. Y gwahaniaeth rhyngddo a'r past sodr yw ei fod yn cael ei wella ar ôl gwresogi, ei dymheredd pwynt rhewi yw 150 ° C, ac ni fydd yn hydoddi ar ôl ailgynhesu, hynny yw, mae proses caledu gwres y clwt yn anghildroadwy. Bydd effaith defnyddio glud SMT yn amrywio oherwydd yr amodau halltu thermol, y gwrthrych cysylltiedig, yr offer a ddefnyddir, a'r amgylchedd gweithredu. Dylid dewis y glud yn ôl proses cydosod y bwrdd cylched printiedig (PCBA, PCA).
Nodweddion, cymhwysiad a rhagolygon gludiog clytiau SMT
Mae glud coch SMT yn fath o gyfansoddyn polymer, y prif gydrannau yw'r deunydd sylfaen (hynny yw, y prif ddeunydd moleciwlaidd uchel), llenwr, asiant halltu, ychwanegion eraill ac yn y blaen. Mae gan lud coch SMT hylifedd gludedd, nodweddion tymheredd, nodweddion gwlychu ac yn y blaen. Yn ôl y nodwedd hon o lud coch, wrth gynhyrchu, pwrpas defnyddio glud coch yw gwneud i'r rhannau lynu'n gadarn wrth wyneb y PCB i'w atal rhag cwympo. Felly, defnydd pur o gynhyrchion proses diangen yw'r glud clytiau, a nawr gyda gwelliant parhaus dyluniad a phroses PCA, mae ail-lif trwy dwll a weldio ail-lif dwy ochr wedi'u gwireddu, ac mae'r broses mowntio PCA gan ddefnyddio'r glud clytiau yn dangos tuedd o lai a llai.
Pwrpas defnyddio glud SMT
① Atal cydrannau rhag cwympo i ffwrdd mewn sodro tonnau (proses sodro tonnau). Wrth ddefnyddio sodro tonnau, mae'r cydrannau'n cael eu gosod ar y bwrdd printiedig i atal y cydrannau rhag cwympo i ffwrdd pan fydd y bwrdd printiedig yn mynd trwy'r rhigol sodro.
② Atal ochr arall y cydrannau rhag cwympo i ffwrdd yn ystod y weldio ail-lif (proses weldio ail-lif dwy ochr). Yn y broses weldio ail-lif dwy ochr, er mwyn atal y dyfeisiau mawr ar yr ochr sodro rhag cwympo i ffwrdd oherwydd toddi gwres y sodr, dylid gwneud glud clwt SMT.
③ Atal dadleoli a sefyll cydrannau (proses weldio ail-lifo, proses cyn-gorchuddio). Fe'i defnyddir mewn prosesau weldio ail-lifo a phrosesau cyn-gorchuddio i atal dadleoli a chodwr yn ystod y gosodiad.
④ Marcio (sodro tonnau, weldio ail-lifo, cotio ymlaen llaw). Yn ogystal, pan fydd byrddau a chydrannau printiedig yn cael eu newid mewn sypiau, defnyddir gludiog clytiau ar gyfer marcio.
Mae glud SMT wedi'i ddosbarthu yn ôl y dull defnydd
a) Math o grafu: mae maint yn cael ei wneud trwy'r dull argraffu a chrafu rhwyll ddur. Dyma'r dull a ddefnyddir fwyaf eang a gellir ei ddefnyddio'n uniongyrchol ar y wasg past sodr. Dylid pennu'r tyllau rhwyll ddur yn ôl y math o rannau, perfformiad y swbstrad, y trwch a maint a siâp y tyllau. Ei fanteision yw cyflymder uchel, effeithlonrwydd uchel a chost isel.
b) Math o ddosbarthu: Mae'r glud yn cael ei roi ar y bwrdd cylched printiedig gan ddefnyddio offer dosbarthu. Mae angen offer dosbarthu arbennig, ac mae'r gost yn uchel. Mae offer dosbarthu yn defnyddio aer cywasgedig, y glud coch trwy'r pen dosbarthu arbennig i'r swbstrad, maint y pwynt glud, faint, yn ôl yr amser, diamedr y tiwb pwysau a pharamedrau eraill i'w rheoli, mae gan y peiriant dosbarthu swyddogaeth hyblyg. Ar gyfer gwahanol rannau, gallwn ddefnyddio gwahanol bennau dosbarthu, gosod paramedrau i newid, gallwch hefyd newid siâp a maint y pwynt glud, er mwyn cyflawni'r effaith, y manteision yw cyfleus, hyblyg a sefydlog. Yr anfantais yw bod yn hawdd cael lluniadu gwifren a swigod. Gallwn addasu'r paramedrau gweithredu, cyflymder, amser, pwysedd aer, a thymheredd i leihau'r diffygion hyn.
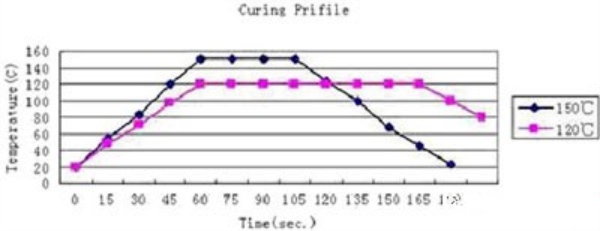
Amodau halltu nodweddiadol gludiog clytiau SMT
| Tymheredd halltu | Amser halltu |
| 100℃ | 5 munud |
| 120℃ | 150 eiliad |
| 150℃ | 60 eiliad |
Nodyn:
1, po uchaf yw'r tymheredd halltu a pho hiraf yw'r amser halltu, y cryfaf yw'r cryfder bondio.
2, oherwydd bydd tymheredd y glud clwt yn newid gyda maint rhannau'r swbstrad a'r safle mowntio, rydym yn argymell dod o hyd i'r amodau caledu mwyaf addas.
Storio clytiau SMT
Gellir ei storio am 7 diwrnod ar dymheredd ystafell, am fwy na 6 mis ar lai na 5°C, ac am fwy na 30 diwrnod ar 5 ~ 25°C.
Rheoli gludiog SMT
Gan fod glud coch clwt SMT yn cael ei effeithio gan dymheredd gyda'i gludedd, hylifedd, gwlychu a nodweddion eraill ei hun, felly rhaid i glud coch clwt SMT gael rhai amodau defnydd a rheolaeth safonol.
1) Dylai glud coch gael rhif llif penodol, yn ôl nifer y porthiant, y dyddiad, y math i'r rhif.
2) Dylid storio glud coch yn yr oergell ar 2 ~ 8 ° C i atal y nodweddion rhag cael eu heffeithio oherwydd newidiadau tymheredd.
3) Mae angen cynhesu'r glud coch ar dymheredd ystafell am 4 awr, yn nhrefn y defnydd cyntaf i mewn, cyntaf allan.
4) Ar gyfer y llawdriniaeth dosbarthu, dylid dadmer glud coch y bibell, a dylid rhoi'r glud coch nad yw wedi'i ddefnyddio yn ôl yn yr oergell i'w storio, ac ni ellir cymysgu'r hen lud a'r glud newydd.
5) Er mwyn llenwi'r ffurflen cofnodi tymheredd dychwelyd, y person tymheredd dychwelyd ac amser tymheredd dychwelyd yn gywir, mae angen i'r defnyddiwr gadarnhau bod y tymheredd dychwelyd wedi'i gwblhau cyn ei ddefnyddio. Yn gyffredinol, ni ellir defnyddio glud coch sydd wedi mynd heibio ei ddyddiad.
Nodweddion proses gludiog clytiau SMT
Cryfder cysylltiad: Rhaid i glud SMT fod â chryfder cysylltiad cryf, ar ôl caledu, hyd yn oed ar dymheredd toddi nid yw'r sodr yn pilio.
Cotio dot: Ar hyn o bryd, y dull dosbarthu ar gyfer byrddau printiedig yw cotio dot yn bennaf, felly mae'n ofynnol i'r glud fod â'r priodweddau canlynol:
① Addasu i wahanol brosesau mowntio
Hawdd gosod cyflenwad pob cydran
③ Syml i'w addasu i ddisodli'r mathau o gydrannau
④ Swm cotio dot sefydlog
Addasu i beiriant cyflymder uchel: rhaid i'r glud clytiau a ddefnyddir nawr fodloni cyflymder uchel y peiriant cotio fan a'r lle a'r peiriant clytiau cyflymder uchel, yn benodol, hynny yw, cotio fan a'r lle cyflym heb dynnu gwifren, a hynny yw, mowntio cyflym, bwrdd printiedig yn y broses drosglwyddo, y glud i sicrhau nad yw'r cydrannau'n symud.
Lluniadu gwifren, cwymp: unwaith y bydd y glud clwt yn glynu wrth y pad, ni all y cydrannau gyflawni'r cysylltiad trydanol â'r bwrdd printiedig, felly ni ddylai'r glud clwt fod yn tynnu gwifren yn ystod y cotio, dim cwymp ar ôl cotio, er mwyn peidio â llygru'r pad.
Halltu tymheredd isel: Wrth halltu, dylai'r cydrannau plygio sy'n gwrthsefyll gwres sydd wedi'u weldio â weldio crib tonnau hefyd fynd trwy'r ffwrnais weldio ail-lifo, felly rhaid i'r amodau caledu fodloni'r tymheredd isel a'r amser byr.
Hunan-addasu: Yn y broses weldio ail-lifo a rhag-gorchuddio, mae'r glud clwt yn cael ei wella a'i osod cyn i'r sodr doddi, felly bydd yn atal y gydran rhag suddo i'r sodr a hunan-addasu. Mewn ymateb i hyn, mae gweithgynhyrchwyr wedi datblygu clwt hunan-addasu.
Problemau cyffredin gludiog SMT, diffygion a dadansoddiad
is-wthiad
Gofyniad cryfder gwthiad y cynhwysydd 0603 yw 1.0KG, y gwrthiant yw 1.5KG, cryfder gwthiad y cynhwysydd 0805 yw 1.5KG, y gwrthiant yw 2.0KG, na all gyrraedd y gwthiad uchod, sy'n dangos nad yw'r cryfder yn ddigonol.
Yn gyffredinol, fe'i hachosir gan y rhesymau canlynol:
1, nid yw faint o glud yn ddigon.
2, nid yw'r colloid wedi'i wella 100%.
3, mae bwrdd neu gydrannau PCB wedi'u halogi.
4, mae'r colloid ei hun yn frau, dim cryfder.
Ansefydlogrwydd thixotropig
Mae angen taro glud chwistrell 30ml ddegau o filoedd o weithiau gan bwysau aer i'w ddefnyddio i gyd, felly mae'n ofynnol i'r glud clwt ei hun fod â thixotropi rhagorol, fel arall bydd yn achosi ansefydlogrwydd y pwynt glud, rhy ychydig o glud, a fydd yn arwain at gryfder annigonol, gan achosi i'r cydrannau ddisgyn i ffwrdd yn ystod sodro tonnau, i'r gwrthwyneb, mae gormod o glud, yn enwedig ar gyfer cydrannau bach, yn hawdd glynu wrth y pad, gan atal cysylltiadau trydanol.
Glud neu bwynt gollyngiad annigonol
Rhesymau a Gwrthfesurau:
1, os nad yw'r bwrdd argraffu yn cael ei lanhau'n rheolaidd, dylid ei lanhau ag ethanol bob 8 awr.
2, mae gan y colloid amhureddau.
3, mae agoriad y bwrdd rhwyll yn afresymol yn rhy fach neu mae'r pwysau dosbarthu yn rhy fach, dyluniad glud annigonol.
4, mae swigod yn y colloid.
5. Os yw'r pen dosbarthu wedi'i rwystro, dylid glanhau'r ffroenell ddosbarthu ar unwaith.
6, os nad yw tymheredd cynhesu'r pen dosbarthu yn ddigonol, dylid gosod tymheredd y pen dosbarthu ar 38 ℃.
tynnu gwifrau
Y ffenomenon yw'r hyn a elwir yn luniadu gwifren lle nad yw'r glud clwt yn torri wrth ei ddosbarthu, ac mae'r glud clwt wedi'i gysylltu mewn ffordd ffilamentog i gyfeiriad y pen dosbarthu. Mae mwy o wifrau, ac mae'r glud clwt wedi'i orchuddio ar y pad printiedig, a fydd yn achosi weldio gwael. Yn enwedig pan fo'r maint yn fwy, mae'r ffenomen hon yn fwy tebygol o ddigwydd pan fydd y geg cotio pwynt. Mae lluniadu'r glud clwt yn cael ei effeithio'n bennaf gan briodwedd lluniadu ei resin prif gydran a gosodiad yr amodau cotio pwynt.
1, cynyddu'r strôc dosbarthu, lleihau'r cyflymder symud, ond bydd yn lleihau eich curiad cynhyrchu.
2, po leiaf yw'r gludedd a'r thixotropi uchel sydd gan y deunydd, y lleiaf yw'r duedd i dynnu, felly ceisiwch ddewis gludiog clwt o'r fath.
3, mae tymheredd y thermostat ychydig yn uwch, wedi'i orfodi i addasu i gludedd isel, glud clwt thixotropig uchel, yna ystyriwch hefyd gyfnod storio'r glud clwt a phwysau'r pen dosbarthu.
ogofâu
Bydd hylifedd y clwt yn achosi cwymp. Y broblem gyffredin o gwymp yw y bydd ei osod yn rhy hir ar ôl y cotio man yn achosi cwymp. Os yw'r glud clwt yn cael ei ymestyn i bad y bwrdd cylched printiedig, bydd yn achosi weldio gwael. Ac os yw'r glud clwt yn cwympo ar gyfer y cydrannau hynny sydd â phinnau cymharol uchel, nid yw'n cyffwrdd â phrif gorff y gydran, a fydd yn achosi adlyniad annigonol, felly mae cyfradd cwymp y glud clwt sy'n hawdd ei gwympo yn anodd ei rhagweld, felly mae gosodiad cychwynnol ei faint o orchudd dot hefyd yn anodd. O ystyried hyn, mae'n rhaid i ni ddewis y rhai nad ydynt yn hawdd eu cwympo, hynny yw, y clwt sydd â thoddiant ysgwyd cymharol uchel. Ar gyfer y cwymp a achosir gan ei osod yn rhy hir ar ôl y cotio man, gallwn ddefnyddio amser byr ar ôl y cotio man i gwblhau'r glud clwt, gan osgoi halltu.
Gwrthbwyso cydran
Mae gwrthbwyso cydran yn ffenomen annymunol sy'n hawdd digwydd mewn peiriannau SMT cyflym, a'r prif resymau yw:
1, yw symudiad cyflym y bwrdd printiedig i gyfeiriad XY a achosir gan y gwrthbwyso, ac mae ardal gludiog y cydrannau bach yn dueddol o gael y ffenomen hon, a'r rheswm am hyn yw nad yw'r gludiog yn cael ei achosi gan y gwrthbwyso.
2, mae faint o glud o dan y cydrannau yn anghyson (megis: y ddau bwynt glud o dan yr IC, mae un pwynt glud yn fawr ac mae un pwynt glud yn fach), mae cryfder y glud yn anghytbwys pan gaiff ei gynhesu a'i wella, ac mae'r pen gyda llai o glud yn hawdd ei wrthbwyso.
Sodro dros donnau rhannau
Mae'r rhesymau'n gymhleth:
1. Nid yw grym gludiog y clwt yn ddigon.
2. Mae wedi cael ei effeithio cyn sodro tonnau.
3. Mae mwy o weddillion ar rai cydrannau.
4, nid yw'r colloid yn gallu gwrthsefyll effaith tymheredd uchel
Cymysgedd glud clytiau
Mae gan wahanol wneuthurwyr glud clytiau wahaniaeth mawr yng nghyfansoddiad cemegol y glud, ac mae'n hawdd cynhyrchu llawer o broblemau wrth eu defnyddio'n gymysg: 1, anhawster halltu; 2, nid yw'r ras gyfnewid gludiog yn ddigonol; 3, mae'n achosi sodro tonnau gormodol.
Yr ateb yw: glanhewch y bwrdd rhwyll, y sgrafell, y dosbarthwr a rhannau eraill sy'n hawdd achosi cymysgu yn drylwyr, ac osgoi cymysgu gwahanol frandiau o lud clytiau.
Amser postio: Gorff-05-2023





